
- 設備咨詢熱線:
13306125296 - 等離子配件咨詢:














江蘇科工科技-圓管法蘭及斜插管機器人
已閱讀 1822 次08/18/2021一、圓管法蘭機器人系統概要
本機器人焊接系統由一臺 FANUC M-10iA 站立式機器人,一套1000kg旋轉 環縫變位機,一套FANUC 2.5KW機器人伺服電機,一套日本帝人RV減速機,夾緊定位工裝, MEEGMET ARTSEN 500 C焊接系統,TBI 72G焊槍套件,,安全防護及電氣控制系統等組成。每臺工作站可協調聯動的總軸數為 8 軸,機器人站立式安裝,安全、可靠。
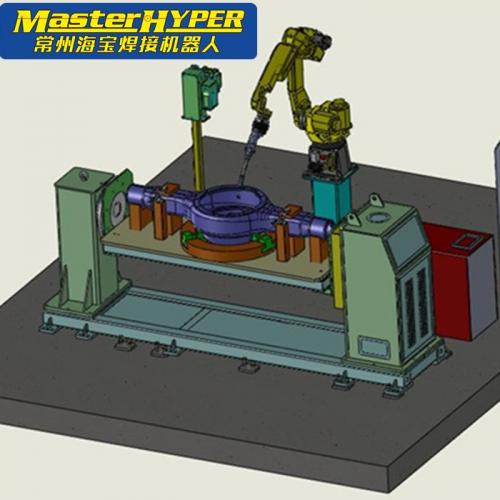
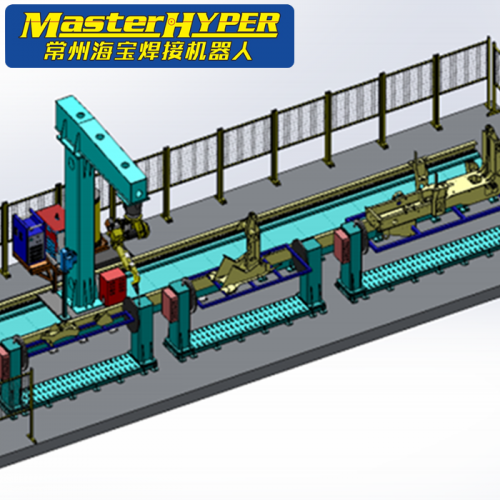
二、系統方案圖

三、工件主要信息
序號 | 工件信息 | 內容 |
1 | 使用對象 | 法蘭圓管環縫 |
2 | 型號 | Φ50mm-φ400mm |
3 | 材質 | Q235 |
4 | 焊接方式 | 熔化極氣體保護焊(MAG 焊); |
5 | 焊縫姿態 | 外環縫及內環縫 |
6 | 保護氣體 | 混合氣體99.99%Ar |
7 | 焊絲規格 | Φ1.2mm; |
8 | 焊縫可達性 | ≤90%; |
9 | 表面處理 | 清理油污、等雜質,焊縫尋位處要打磨; |
12 | 零部件尺寸 | 組對間隙≤1mm,零件重復精度≤1mm。 |
四、工廠環境要求
1. 環境溫度:運轉時溫度 0~45℃;溫度系數 1.1℃/min。
2. 相對濕度:一般情況下環境濕度 20%~75%RH(無結露的場合);短期(1 個月以內)95%RH 以下(無結露的場合)。
3. 工廠壓縮空氣要求
壓縮空氣壓力: 0.5-0.7Mpa; 壓縮空氣出口管徑: 1 英寸;
露點-40℃,固體顆粒粒徑≤0.1um; 含油量≤0.01mg/m3。
4. 工廠用電要求
所有制造的電氣和電子設備的動力供應采用 50HZ(±1)、380V(± 10%)三相交流電壓,確保動力電源一級接地。
五、供貨范圍
序號 | 部件 | 名稱 | 單位 | 數量 | 備注 |
1 |
機器 人系 統 | M-10ia機器人本體; | 套 |
1 |
FANUC |
R-30iB 控制器 B-CAB 型柜及控制電纜; | 套 | ||||
弧焊軟件包,焊縫尋位,電弧跟蹤等功能; | 套 | ||||
彩色示教器及 20m 柔性電纜; | 套 | ||||
變位機回轉伺服馬達及柔性電纜; | 套 | ||||
2 |
焊接 系統 | ARTSEN 500 C 焊接電源; | 套 |
1 |
MEEGMET
或
Lincoln |
外置送絲機 VR1500; | 套 | ||||
保護氣檢測開關,減壓閥,流量計; | 套 | ||||
氣管,控制電纜; | 套 | ||||
送絲桶裝附件等。 | 套 | ||||
3 |
焊槍 套件 | 外置 22°空冷焊槍槍頸; | 套 |
1 |
TBI |
安裝模塊及夾絲機構; | 套 | ||||
焊槍槍纜,槍纜支架及附件等。 | 套 | ||||
4 |
1000kg 回轉變位機 | 頭架變位機及結構件; | 套 |
1 |
FANUC |
回轉變位機及結構件; | 套 | ||||
轉動軸馬達,驅動及控制電纜; | 套 | ||||
轉動軸主軸箱及減速機; | 套 | ||||
回轉軸主軸箱及減速機; | 套 | ||||
鎖緊氣缸,電磁閥,氣管,接頭; | 套 | ||||
回轉支撐,驅動齒輪; | 套 | ||||
拖鏈,防護蓋板,支架及附件等。 | 套 | ||||
5 |
電氣 控制 及安 全防 護系 統 | PMC 軟件編程; | 套 |
1 |
Master Hyper |
電氣控制柜,控制電纜及線槽; | 套 | ||||
三色報警燈,蜂鳴器雙重報警裝置; | 套 | ||||
電氣防護架及附件等。 | 套 | ||||
6 |
系統 集成 | 包裝、運輸及保險。 | 次 | 1 |
Master Hyper |
安裝、調試及驗收。 | 次 | 1 | |||
培訓至少三位員工能夠獨立操作機器人 | 次 | 1 |
六、焊接設備規格和參數
焊縫尋位及電弧跟蹤功能簡介
Touch Sensing(焊縫自動尋找功能)是 FANUC 機器人 公司基于 Arclink/ArcTool 通訊軟件,共同開發,簡便有效的機器人焊縫找 尋功能。可以配合后續的電弧跟蹤功能使用。
機器人通過焊機的電壓反饋,用焊絲端部碰觸工件上 的兩個基準點,來判斷工件的偏差情況,并對起弧焊接的位置坐標進行 補償調整,實現焊縫尋找功能。
采用該功能會延長焊接循環時間,降低生產效率。同時工件的焊縫相對 于基準點的尺寸要準確。
Tast(電弧感應焊縫跟蹤)同樣是 Lincoln 和 FANUC 基于ArcLink-ArcTool 通訊軟件共同開發的,簡便有效的機器人焊縫跟蹤功能
電弧跟蹤原理是通過擺動焊接過程中,檢測焊接電流(Welding Current) 的反饋信號,與設定值進行比較,調整焊接軌跡,使焊接位置始終保持 在焊縫中間位置。
電弧跟蹤功能可以自動補償焊縫位置因零件翹曲、裝配不精確等產生的 偏差。可以在縱向和橫向機器人運動軌跡上進行位置補償
電弧跟蹤的優點有以下四點。
(1)簡單可靠、經濟實用,不需要增加其他設備;
(2)焊槍可達性好,體積小;
(3)可以與焊縫起始點尋位,機器人附加軸聯動功能等配合使用;
(4)他能記憶第1道焊縫跟蹤的信息,在多層焊時達到事半功倍的效果。
合的焊縫型式有:角焊縫、V 形焊縫、單邊 V 形焊縫、I 形焊縫、X 形 焊縫、Y 形焊縫等多種焊縫形式;帶有干伸長控制功能
七、多功能數字化脈沖機器人焊機
名稱 | Artsen CM 500C數字化脈沖機器人焊機 |
極大輸出電流(A) | 60-500 |
額定輸入電壓(V) | 三相380±15% |
額定輸入容量(kVA) | 24.4 |
極大輸出電流(A)暫載率60% | 500 |
極大輸出電流(A)暫載率100% | 400 |
空載電壓(V) | 80 |
外形尺寸(mm×mm×mm) | 600×320×650 |
重量(kg) | 50 |
絕緣等級 | F |
外殼防護等級 | IP54S |
(1)脈沖MIG/MAG焊的很佳熔滴過渡形式是一個脈沖過渡一個熔滴。這樣通過調節脈沖頻率就能夠改變單位時間內熔滴過渡的滴數,也就是焊絲熔化速度。
(2)射滴過度形式提高了焊絲的熔化系數,也就是提高了焊絲的熔化效率。焊接速度可提高30%。
(3)焊縫成形良好,熔寬較大,指狀熔深特點減弱,余高小,由于一脈一滴的射滴過度,熔滴直徑大致與焊絲直徑相等,且熔滴電弧熱較低,所有焊縫成形晶粒細、強度高。
(4)焊電弧指向性好,適合全位置焊接。
(5)噪聲較普通焊機明顯降低,干擾減少,操作時更舒適,精力也更集中。
(6)脈沖氣保焊機是利用脈沖電流時間射滴過度,能實現無飛濺焊接,免除清理焊縫表面飛濺物的勞動,使焊縫成型更加美觀,同時,因熔滴溫度低焊接煙霧少,大大改善了施工環境。
八、E型變位機
三軸回轉變位機是MasterHyper公司與FANUC公司聯合研發的工件變位機構。變位機擁有兩個個機 器人的外部軸,其的速度和方向可以手動自由編程,也可與機器人控制系統 聯動進行軌跡插補運算。
變位機主要由頭架變位機及結構件,尾架變位機及結構件,回轉變位機 及結構件,變位機驅動主軸箱及減速機,電磁吸盤,電磁閥,氣管,防護蓋板及附件等組成。 變位機有兩個工位。通過中間旋轉可實現上下料在同一個位置。
用于機器人的連續性焊接作業,可以將機器人置于兩塊工件的正中間點進行焊接,以提高焊接范圍,并提高焊接效率。工作臺面上刻有安裝基線,安裝各種定位工件和夾緊機構,并設有安裝槽孔,使工作臺面具有較高的強度和抗沖擊性能。
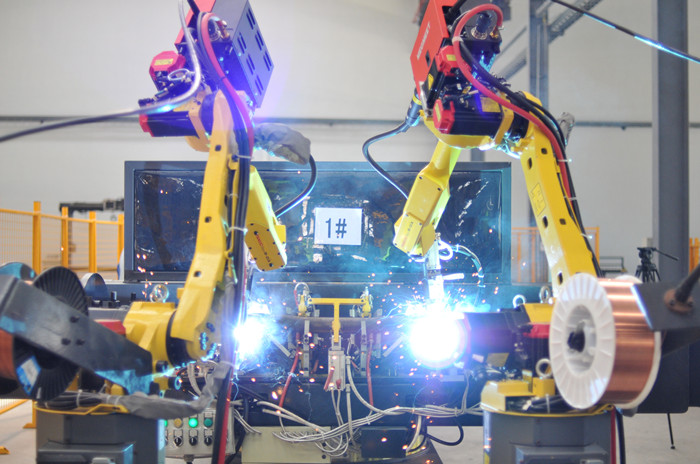
九、海寶公司的成熟案例




我要評論



查看所有評論(總共0條)評論列表