
- 設(shè)備咨詢熱線:
13306125296 - 等離子配件咨詢:











- 常寶公司-徐經(jīng)理
13306125296

- 傳真號碼:
0519-88770167

- 公司郵箱:
472846530@qq.com

- 公司地址:
江蘇省常州市武進(jìn)區(qū)遙觀鎮(zhèn)菖蒲圩129號
機(jī)器人焊接鋁模板工作站動(dòng)作流程
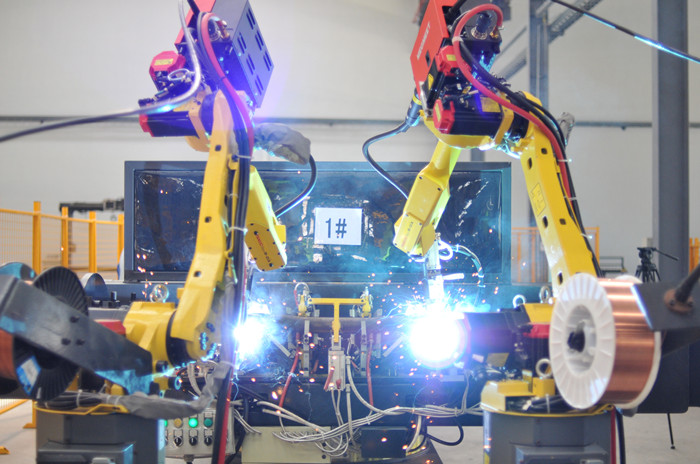
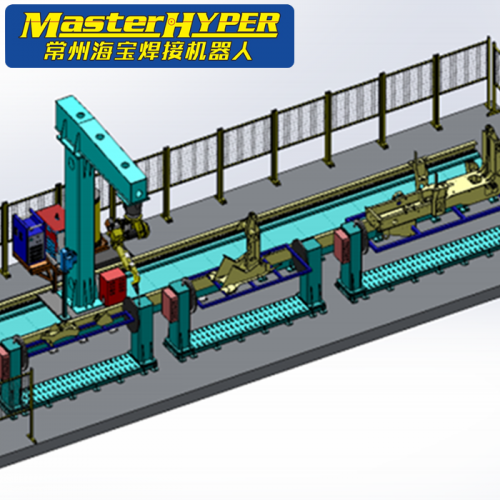
已閱讀 1580 次09/07/2021本工作站采用雙機(jī)器人雙工作平臺(tái)焊接,保證機(jī)器人的利用率,并且設(shè)備滿足24小時(shí)三班連續(xù)工作能力。
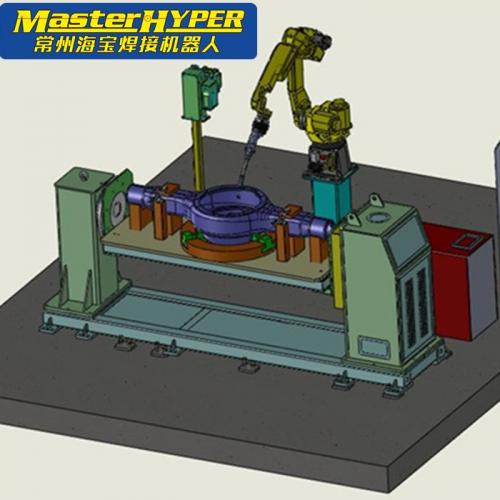
該機(jī)器人系統(tǒng)由機(jī)器人本體、機(jī)器人控制系統(tǒng)、機(jī)器人示教器、弧焊軟件包、標(biāo)準(zhǔn)機(jī)器人專用焊槍、機(jī)器人底座、機(jī)器人防碰撞裝置、清槍減絲裝置、焊接電源等構(gòu)成。

機(jī)器人系統(tǒng)主要構(gòu)件:2臺(tái)弧焊機(jī)器人本體及控制系統(tǒng)、2套焊接電源、2套專業(yè)工裝及平臺(tái)等主要部件所組成的高效機(jī)器人系統(tǒng),可實(shí)現(xiàn)一邊組對工件另一邊自動(dòng)焊接,高效率的機(jī)器人焊接工作站系統(tǒng)。
工裝平臺(tái)為定制工裝,工裝采用氣缸配合快夾進(jìn)行定位,定位重復(fù)精度可滿足焊接要求,并提高焊接效率。本工裝實(shí)現(xiàn)快速夾緊、定位,防止工件受力變形,大幅度提高焊接效率。

機(jī)器人焊接工作站動(dòng)作流程
將鋁模板零件依次放置工裝上進(jìn)行組對→通過自動(dòng)及手動(dòng)輔助將工件定位夾緊完成→啟動(dòng)機(jī)器人→弧焊機(jī)器人開始自動(dòng)尋位(此時(shí)操作人員在另一工裝平臺(tái)上組對工件)→起弧焊接→逐步焊接至焊接完畢→焊接完成后機(jī)器人步入另一工位已組對完成的工件進(jìn)行焊接→卸下上一工位已焊接完成的工件→開始組對新工件→進(jìn)入下一循環(huán)。

配置清單
序號 | 名稱 | 型號及配置 | 生產(chǎn)廠家 | 數(shù)量 | 備注 | |
一、機(jī)器人系統(tǒng) | ||||||
1 | 弧焊機(jī)器人本體 | RBT-ARC6-R1440 | 2套 | |||
2 | 控制柜 | 常州海寶 | 2套 | |||
3 | 示教器 | 常州海寶 | 2套 | |||
4 | 基本軟件包 | 常州海寶 | 2套 | |||
5 | 系統(tǒng)連線總成 | 常州海寶 | 2套 | |||
二、焊接系統(tǒng) | ||||||
1 | 焊接電源 | KEMPARC PULSE 350 | 芬蘭KEMPPI | 2套 | ||
2 | 送絲機(jī) | KEMPARC DT400 | 芬蘭KEMPPI | 2套 | ||
3 | 制冷水箱 | 常州海寶 | 1套 | |||
4 | 機(jī)器人專用水冷焊槍 | TBI 7W | 德國TBI | 2套 | ||
5 | 焊槍夾持器 | 常州海寶 | 2套 | |||
6 | 防碰撞 | Crashguard MINI | 德國TBI | 2套 | ||
三、周邊設(shè)備 | ||||||
1 | 自動(dòng)化工裝 | 常州海寶 | 2套 | |||
2 | 機(jī)器人底座 | 常州海寶 | 2套 | |||
3 | 平衡器 | 常州海寶 | 2套 | |||
四、系統(tǒng)控制設(shè)備 | ||||||
1 | 外部急停控制裝置 | 常州海寶 | 1套 | |||

我要評論
跟此相關(guān)的新聞


查看所有評論(總共0條)評論列表