
- 設備咨詢熱線:
13306125296 - 等離子配件咨詢:















自動焊機械人
- 常州市海寶焊割有限公司市公司是一家以生產(chǎn)焊接機器人為主的企業(yè),主要產(chǎn)品有自動焊接機器人,江蘇焊接機器人,進口焊接機器人,蘇州焊接機器人,安川焊接機器人為自動化焊接設備的生產(chǎn)廠家,我公司強大的工程師團隊為您盡心服務。邵經(jīng)理:177-5158-3908
- 技術及商務咨詢:徐經(jīng)理 13306125296





自動焊機械人由于具有生產(chǎn)過程自動化、勞動強度小、生產(chǎn)效率高、產(chǎn)品焊接質(zhì)量穩(wěn)定、可持續(xù)作業(yè)等優(yōu)點,在工程機械系統(tǒng)中得到了廣泛應用。我國自動焊機械人優(yōu)質(zhì)先主要應用于汽車行業(yè),工程機械行業(yè)應用自動焊機械人較晚,目前處于引進消化階段。本文以ABB機器人焊接內(nèi)燃叉車車架的焊接系統(tǒng)為例,具體介紹自動焊機械人在叉車車架焊接上的應用,主要包括:如何選型搭建工作站,以及在調(diào)試過程中出現(xiàn)的常見問題及如何解決。
一、前期焊接工作站的搭建
前期,通過到客戶現(xiàn)場參觀以及與客戶溝通,了解焊接工件—叉車車架的焊接特點。根據(jù)叉車車架的結(jié)構(gòu)及焊接工藝,采用機器人專用的三維模擬軟件初步搭建了一個焊接工作站。
1、機器人設備的選型
首先,根據(jù)叉車車架的焊接工藝以及客戶的預算標準,選擇ABB公司一款專用的弧焊機器人IRB 1520,它有6個操縱器軸,上臂結(jié)構(gòu)緊湊,專為弧焊的集成而設計。控制系統(tǒng)配備IRC5控制器,該控制器包含控制機械臂、附加軸和外圍設備所需的電子裝置。標配控制軟件支持機器人系統(tǒng)的方方面面,如動作控制、應用程序的開發(fā)和執(zhí)行以及通信等。
2、焊接系統(tǒng)的配置
在焊接工作中,焊接系統(tǒng)的配置十分重要,在機器人焊接工作站中,所選的焊接系統(tǒng)除滿足焊接工件的一般焊接工藝要求外,還必須與機器人系統(tǒng)相匹配。
因為客戶現(xiàn)場手工焊用的是松下的焊接電源,所以他們希望機器人焊接工作站仍選用松下焊接電源。但筆者查閱松下送絲機和焊槍的接線圖,發(fā)現(xiàn)其和ABB的機器人系統(tǒng)無法連接,所以建議客戶選用和ABB機器人控制系統(tǒng)相匹配的肯比的焊接系統(tǒng)。安裝在肯比焊接電源上的DeviceNet用于機器人控制器IRC5與電源之間的通信。
3、變位機和外圍設備的選型
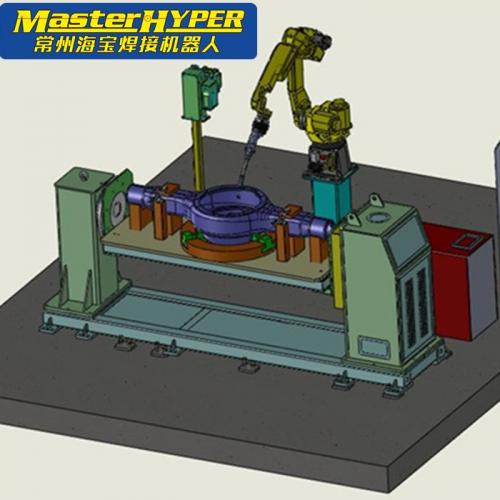
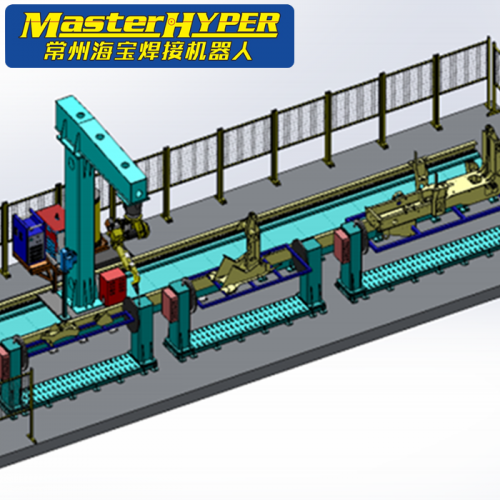
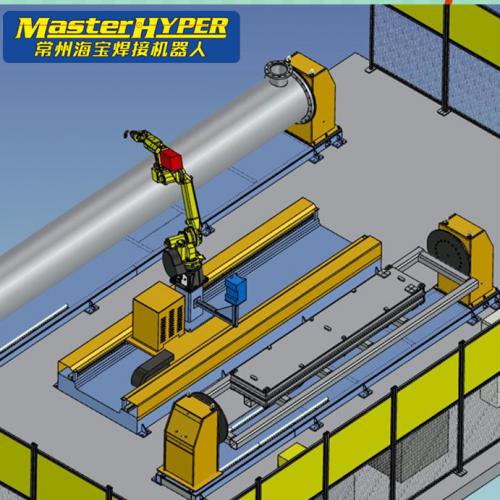
由于叉車車架是由多個工件拼裝而成,體積和重量相對較大,筆者放棄了選用小工件所用的尾架式變位機,改用頭、尾架式變位機,其驅(qū)動部分選用了ABB伺服電機、減速機以及回轉(zhuǎn)支撐。這樣整個變位機的結(jié)構(gòu)就很緊湊,承受的力矩很大,精度很高。在前期模擬時,選用的是單工位,在工件的上料和下料過程中,機器人處于停止工作的狀態(tài),達不到客戶所要求的生產(chǎn)節(jié)拍。為使機器人一直處于工作狀態(tài),提高生產(chǎn)節(jié)拍,后經(jīng)項目組討論決定選用雙工位,這樣在一個工件焊接完成后,機器人可以立即焊接下一個工件(圖1)。
圖1 叉車車架雙工位機器人焊接工作站
二、現(xiàn)場調(diào)試中出現(xiàn)的主要問題及解決方案
前期工作站搭建完成后,在正式進入生產(chǎn)前調(diào)試工作是必須的。因為在現(xiàn)場調(diào)試過程中會出現(xiàn)一些實際性的問題,只有這些問題得到解決,在正式投入生產(chǎn)時才能保證焊接工作的順利進行。這個項目在調(diào)試過程中也遇到了一些問題,機器人焊接叉車車架在調(diào)試中出現(xiàn)的主要問題及解決方案具體如下:
1、在圓弧處出現(xiàn)假焊
在車架左右擋泥板的圓弧處和油箱側(cè)板圓弧處,經(jīng)常會出現(xiàn)看似焊接好,但經(jīng)質(zhì)檢檢查達不到焊接工藝要求的焊縫。焊接不牢或有些地方出現(xiàn)假焊的情況,將會導致?lián)跄喟迮c其相連接的工件直接連接強度不夠。在項目調(diào)試階段,筆者在檢測油箱試漏時,有時會發(fā)現(xiàn)油箱側(cè)板圓弧處出現(xiàn)側(cè)漏,經(jīng)檢測發(fā)現(xiàn)油箱側(cè)板圓弧處焊縫質(zhì)量達不到要求。通過現(xiàn)場實際反復調(diào)試實驗并對焊接工件進行分析得知,有些油箱側(cè)板圓弧處折彎公差大,使得拼裝時圓弧度不一,導致機器人尋找焊縫時會出現(xiàn)偏移,發(fā)生假焊。
針對以上情況采取兩個措施方案:
(1)編程時在圓弧處增加程序點,并降低速度,保證圓弧處焊縫的焊接達到焊接工藝要求。
(2)更改運動指令,在原指令MoveC的基礎上采用MoveCDO運動指令,因為這個指令機器人是通過中間點以圓弧運動方式運動至目標點,并且在目標點將相應輸出信號設置為相應值,在原來指令的基礎上增加信號輸出功能。改進程序后,對多個焊接工件進行檢測,發(fā)現(xiàn)不再出現(xiàn)假焊。
2、在工件折彎處出現(xiàn)漏焊
叉車車架組裝時有些是折彎件,這些件的折彎弧度或折彎角度會有所偏差。所以在拼裝時,對應這些焊縫的位置會發(fā)生偏移。因為機器人是事先擬定焊接位置的,所以當焊接位置發(fā)生偏移時,機器人無法識別,將導致此處焊縫出現(xiàn)漏焊或只焊接邊緣。這些漏焊的焊縫需要后期焊工手工補焊,降低了工作效率。
我們從以下兩個方面著手,解決折彎件折彎處焊縫漏焊現(xiàn)象:
(1)向客戶提議增設質(zhì)檢監(jiān)控點,在叉車車架拼裝前嚴格控制尺寸。對拼裝尺寸不在公差范圍內(nèi)、不合格的禁止轉(zhuǎn)入焊接工位。
(2)在機器人系統(tǒng)內(nèi)增加激光跟蹤儀標定功能(Laser Tracker Calibration),因為在LTC系統(tǒng)里每個傳感器優(yōu)質(zhì)多有3個標定功能,可以保證在同一空間中不同位置的精度要求(圖2)。
圖2 角度說明
3、在電弧干擾下焊接過程不穩(wěn)定
在調(diào)試過程中時而會出現(xiàn)焊接過程不穩(wěn)定的現(xiàn)象,工作現(xiàn)場還有其他設備在運行,它們會產(chǎn)生電磁場,而且自動焊機械人工作站本身也會有電弧和電磁干擾。為保證焊接的穩(wěn)定性和提高焊接的控制精度,經(jīng)分析討論,決定重新對工作站做屏蔽措施。首先對與焊接電源連接的電源線、接地線、信號線做屏蔽,在其線纜外部套上屏蔽裝置,并用同樣的方法屏蔽機器人控制器IRC5上的電纜;然后在工位及工裝夾具上裝上絕緣套,做好與焊接工件和大地的屏蔽絕緣;對送絲機和焊槍也分別裝上絕緣墊,使其與機器人絕緣,防止產(chǎn)生靜電。
4、機器人出現(xiàn)的故障報警
在現(xiàn)場調(diào)試過程中機器人經(jīng)常會出現(xiàn)故障報警,導致焊接工作停滯。調(diào)試期間示教器上出現(xiàn)過如下故障報警:
(1)碰撞報警(故障代碼10024)。因為沒有任何外界因素進入和機械手發(fā)生碰撞,機械手也沒有和工件及外圍設備發(fā)生碰撞,故在機器人系統(tǒng)里增加一個碰撞檢測軟件選項,以減少機器人承受的碰撞力度,還有助于避免機器人和外部設備受到嚴重損傷。“碰撞檢測”檢測到一次碰撞時,相關機器人會立即停止,并沿其路徑反向移動一小段距離來釋放余力。當接收了一則碰撞錯誤消息后,系統(tǒng)便能繼續(xù)執(zhí)行相應的移動,而無需按下相關控制器上的“電機開啟”。
(2)外部設備溫度高報警(故障代碼20253)。出現(xiàn)此報警是由于焊接系統(tǒng)溫度過高,因為前期在現(xiàn)場,焊接系統(tǒng)里沒有冷卻裝置,后來增加冷卻水循環(huán)裝置來防止焊接溫度過高。
(3)信號參考無效報警(故障代碼110302)。經(jīng)檢查是工具硬核點(TCP)錯誤。經(jīng)查閱技術手冊,發(fā)現(xiàn)在前期的系統(tǒng)里沒有牛眼(Bulls Eye)軟件和相關硬件來校準工具硬核點。通過這個項目,筆者了解到牛眼在機器人焊接系統(tǒng)里非常重要,如條件允許,此項要選購。牛眼提供了完全自動化的工具硬核點(TCP),還配置了新的工具來支持MIG焊槍。當機器人圍繞TCP編程時,如果點被損壞、程序再次運行,機器人重復同樣的動作,會由于TCP錯位不再遵循相同的路徑。圍繞焊槍定義的TCP(圖3)是直接對準一個看不見的參考點,焊絲硬核會從氣嘴底部觸及工件,使用預先確定的距離。
圖3 圍繞焊槍定義的TCP
三、自動焊機械人在工程機械上應用的經(jīng)驗與分享
通過自動焊機械人應用于內(nèi)燃叉車車架焊接的案例分析可以看出,在前期搭建工作站時,機器人設備的選型并不難,一般機器人公司都有對應的標準,但是焊接系統(tǒng)的選型卻是多樣化的。這個項目的以下經(jīng)驗值得分享:
(1)選擇焊接系統(tǒng)時,除考慮焊接工件的焊接工藝外,焊接系統(tǒng)與機器人系統(tǒng)的通訊連接也是十分重要的,有利于保證焊接質(zhì)量。
(2)提高生產(chǎn)效率必須以安全為前提,所以在設計方案時要以人、機、料的安全為根本。
(3)正式投入生產(chǎn)前的調(diào)試工作是必須的,要解決調(diào)試過程中出現(xiàn)的問題,以保證焊接工件滿足相關工藝要求。
(4)在機器人系統(tǒng)軟件配置時要考慮是否需要碰撞檢測軟件,牛眼在機器人焊接系統(tǒng)中非常重要,建議選購此項。
四、結(jié)語
自動焊機械人在實際生產(chǎn)過程中的運用是一個復雜的系統(tǒng)工程,不僅僅涉及前期焊接工作站的搭建,而且與后期現(xiàn)場調(diào)試等有著重要聯(lián)系,在機器人焊接叉車車架這個項目中,通過前期三維模擬焊接工作站的搭建,實際現(xiàn)場安裝調(diào)試的實時監(jiān)控,以及有效處理調(diào)試過程中遇到的實際問題,才能確保每個程序的有效銜接,保證整個項目的順利運行。
跟此相關的新聞

我要評論





評論列表