
- 設備咨詢熱線:
13306125296 - 等離子配件咨詢:










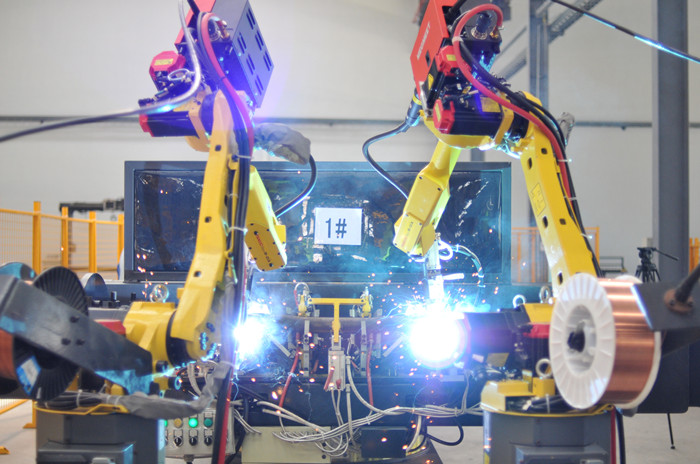





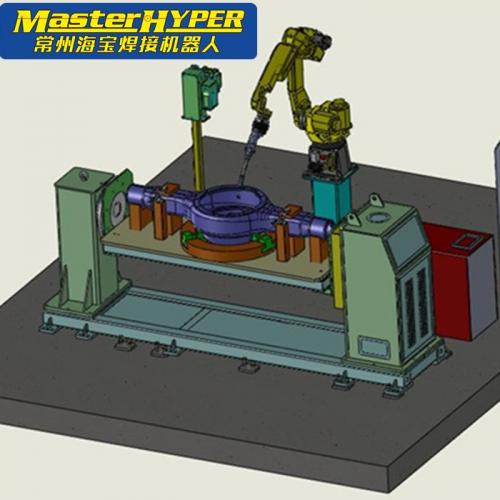
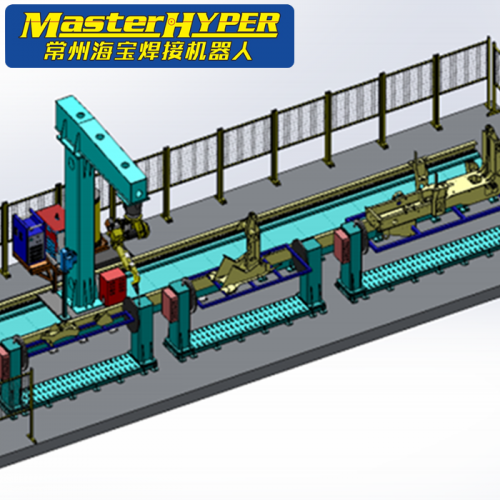
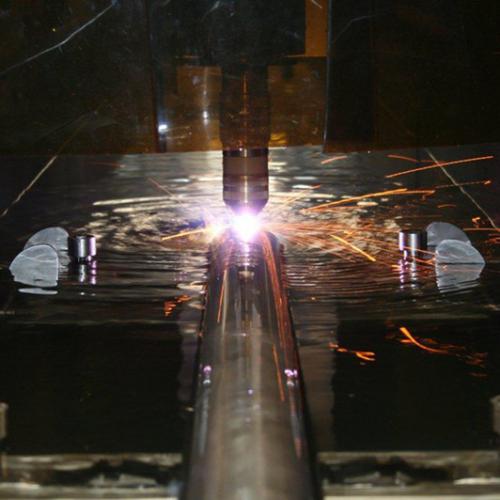
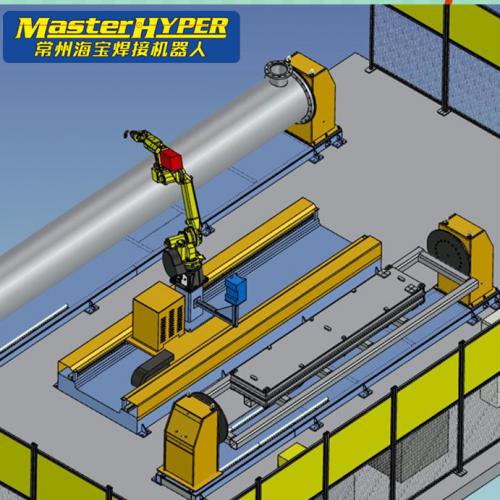
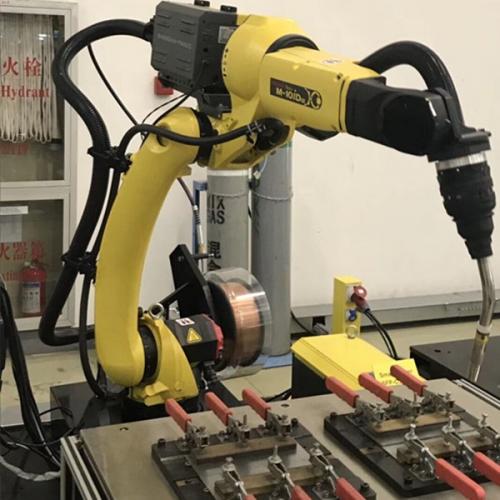
焊接機器人二保焊
- 二保焊(全稱二氧化碳氣體保護焊)工藝適用于低碳鋼和低合金高強度鋼各種大型鋼結構工程焊接,其焊接生產率高,抗裂性能好,焊接變形小,適應變形范圍大,可進行薄板件及中厚板件焊接。
- 技術及商務咨詢:徐經理 13306125296















二保焊(全稱二氧化碳氣體保護焊)工藝適用于低碳鋼和低合金高強度鋼各種大型鋼結構工程焊接,其焊接生產率高,抗裂性能好,焊接變形小,適應變形范圍大,可進行薄板件及中厚板件焊接。
1.垂直或傾斜位置開坡口的接頭必須從下向上焊接,對不開坡口的薄板對接和立角焊可采用向下焊接;平、橫、仰對接接頭可采用左向焊接法。
2.室外作業在風速大于1m/s時,應采用防風措施。
3.必須根據被焊工件結構,選擇合理的焊接順序。
4.對接兩端應設置尺寸合適的引弧和熄弧板。
5.應經常清理軟管內的污物及噴咀的飛濺。
6.有坡口的板縫,尤其是厚板的多道焊縫,焊絲擺動時在坡口兩側應稍作停留,鋸齒形運條每層厚度不大于4mm,以使焊縫熔合良好。
7.根據焊絲直徑正確選擇焊絲導電咀,焊絲伸出長度一般應控制在10倍焊絲直徑范圍以內。
8.送絲軟管焊接時必須拉順,不能盤曲,送絲軟管半徑不小于150mm。施焊前應將送氣軟管內殘存的不純氣體排出。
9.導電咀磨損后孔徑增大,引起焊接不能穩定,需重新更換導電咀。
五.焊接程序
1.焊接板縫,有縱橫交叉的焊縫應先焊端焊縫后焊邊焊縫。
2.接縫長度超過1米以上,應采用分中對稱焊法或逐步退焊法。
3.物架上對接與角接焊縫同時存在時,應先焊板的對接縫,后焊物架的對接焊縫,然后焊物架與板的角接焊縫。
4.凡對稱物件應從中間向首尾方向開始焊接并左、右、方向對稱進行。
5.物件上、平、立、角焊同時存在時,應先焊立角焊,后焊平角焊;先焊短焊縫,后焊長焊縫。
6.一切吊運“馬”,其焊腳應為“吊馬”的板厚四周焊縫包角,焊后認真檢查焊縫質量。
7.部件焊縫質量不好,應在部件時就進行反修改合格,不得留在整體安裝焊接時進行。
立即咨詢

暫無評論
我要評論
其他產品

新品推薦




評論列表